















 当前位置:
当前位置:


 热门推荐
热门推荐



 推荐新闻
推荐新闻
 在线留言
在线留言 详情内容
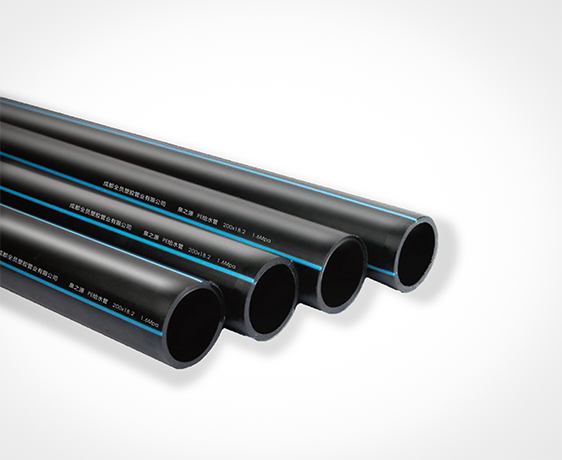
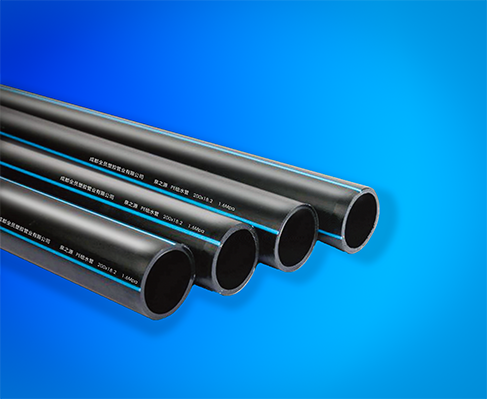
详情内容 成都MPP电力管厂家与您介绍产品安装方式:

1、将管材放置声卡机架卡瓦内,使两边外伸的长短相当。管材声卡机架以外的一部分需有支撑柱撑起。使管材中心线与声卡机架轴线处在统一高度,然后将卡瓦固定好。嵌入车刀,切削管材。直至管材两边面均出現不断的钻削后,撤除工作压力,让车刀高转速两、三周后再退开健身运动架,封闭式车刀电源开关。切削薄厚应是0.1- 1毫米,通过休养铣刀片的高度休养切削薄厚。
2、取出车刀,并拢两边管材。管材两边移位量不应该超过壁厚厚的10% ,并拢时管材两边面间沒有明显空隙,裂缝宽度应合乎上边规矩: 0.3毫米( dn<225毫米) ;0.5毫米(225毫米400mm)。如不符要求,应再度切削,直至令人满意所述要求才行。
3、准确测量拖拖拉拉力,包括移动工装夹具的摩阻,及焊接方法主要参数工作压力。二者累加,明确实践活动工作力。热板温度能否到达预设值。当温度到达设置温度时,应再隔热:保温十分钟之上,待加热板温度均值。如在平均气温较低的环境或轻风标准下,需有隔热保温脚步,隔热保温时光需拓宽。直至温度均值且实践活动温度到达预设值。
4、当加热板温度到达预设值后,急速放进声卡机架,释放规矩的工作压力,直至管材两边圆上出現反边且应打卷到达规矩高度。
5、将工作压力减少到规矩值,使管材内孔与加热板中间正好维持战斗,承继加温到规矩时光。
6、吸热反应时光到达规矩值后,退开健身运动架,急速取出加热板。然后并拢两管端。其转换时光应尽可能短,不能不如超过规矩值。且并拢时的工作压力不能不如过大,要不然会将熔化原材料挤压,构成电焊焊接质量降低。


