民建·市政·家装
集研发|生产|销售一站式服务供应商
服务热线:
028-83736611

民建·市政·家装
集研发|生产|销售一站式服务供应商
服务热线:
028-83736611

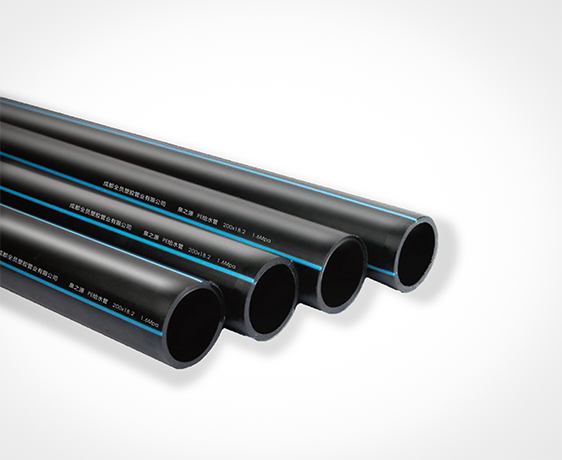
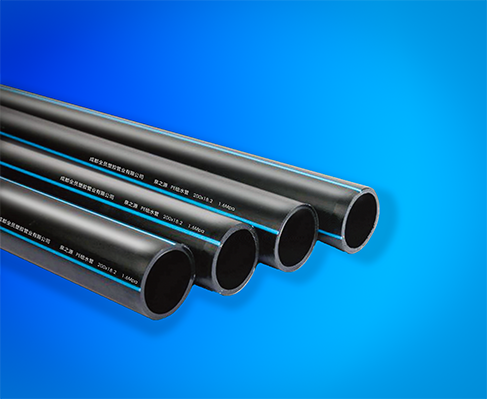
建筑上使用的PE给水管是有很多规格的,不同的规格产品使用的场景也不尽相同,那么本期小编带大家了解到PE给水管道安装与连接方法!
热熔对接连接的要求
需用专用的热熔对接机具。
应检查有无产品出厂合格证,并索要出厂检验报告;F一般适用于管径≥90mm管;管壁厚度>6mm。
适用于同种牌号、材质的管材与管材,管材与管件连接。性能相似,不同牌号材质的连接需试验验证。
不使用明火。
在寒冷气候(-5度以下)和大风环境下进行连接操作时,应采取保护措施,或调整连接工艺。
热熔对接连接的优点
因不使用电熔管件,可以降低工程成本。
机具维修简单。
连接工艺操作简单易学。
热熔对接连接的具体步骤
热熔对接连接,是采用热熔对接焊机,利用加热熔融后相互对接融合,经冷却固定而连接在一起的方法。聚乙烯管材的焊接一般分三个阶段,加热段、切换段、对接段。焊接工艺流程如下:
以上的工艺曲线图和流程图经过细化分解成为工艺步骤:
材料准备用于焊制管件的管材的圆度应高于标准值,下料时要留出10-20mm的切削余量。
加紧用于管道连接时应将两待焊管材置于平坦的地面夹紧管材根据所焊制的管件更换基本夹具,选择合适的卡瓦,切削前必须将所焊管段夹紧。
切削切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。
对中两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。
加热保证有足够的熔融料,以备熔融对接时分子相互扩散。
切换从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。
熔融对接是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。
冷却由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根据天气、环境温度等变化对其进行适当调整。
其具体步骤如下:
将与管材规格一致的卡瓦装入机架。
准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方便移动;c、设定加热板温度200~230℃。
接通焊机电源,打开加热板、铣刀和油泵开关并试运行。
核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用。
用软纸或布蘸酒精清除两管端的油污或异物。
将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。
置入铣刀,先打开铣刀电源开关,然后再合拢管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开活动架,关闭铣刀电源。
取出铣刀,合拢两管端,检查两端对齐情况(管材两端的错位量不能超过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不满足要求,应再次铣削,直到满足要求。
测量拖拉力(移动夹具的摩擦阻力),这个压力应叠加到工艺参数压力伤,得到实际使用压力。
检查加热板温度是否达到工艺温度设定值。
加热板温度达到设定值后,放入机架,施加规定的压力,直到两边.小卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持接触,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后合拢两管端,其切换时间尽量缩短,不能超过规定值,将压力上升到规定值,保压冷却,冷却到规定时间后,卸压,松开卡瓦,取出连接完成的管材。
电熔连接
电熔连接是将电熔管件套在管材、管件上,预埋在管件内表面的电阻丝通电发热,产生热能加热、熔化电熔管件的内表面和与之承插的管材外表面,使之熔为一体。
那么以上就是本期小编的为大家介绍的有关于PE给水管道安装与连接方法,如果还想了解更多咨询欢迎来电咨询!














 当前位置:
当前位置:


 热门推荐
热门推荐





